-
 Email: [email protected]
Email: [email protected]
-
 Phone: +86-18021988367
Phone: +86-18021988367
 English
English
Produkt
CKX-Serie – Anpassbare Doppelspindel-Dreh- und Fräsmaschine





- BESCHREIBUNG
- TECHNISCHE PARAMETER
- KONTAKTIEREN SIE UNS
TECHNISCHE PARAMETER
 | Basiseinführung |
| Spindelkopf/Drehmomentwert |  |
 | Traurig dle ·Die Y-Achse verfügt über eine doppelt gehärtete Führungsbahnanordnung, die die effektive Spannweite erhöht und eine optimale Steifigkeit für den Schnittvorschub bietet. |
| Kompensation für Y-Achse ·Die X-Achse verfügt über eine Doppel-Hard-Rail-Konfiguration, die die effektive Spannweite erhöht und eine optimale Steifigkeit für den Schnittvorschub bietet. |  |
 | Macht Turm CKX750 |
| Reitstock Die W-Achse verfügt über eine doppelt gehärtete Führungsbahnanordnung, die die effektive Spannweite erhöht und eine optimale Vorschubsteifigkeit bietet. |  |
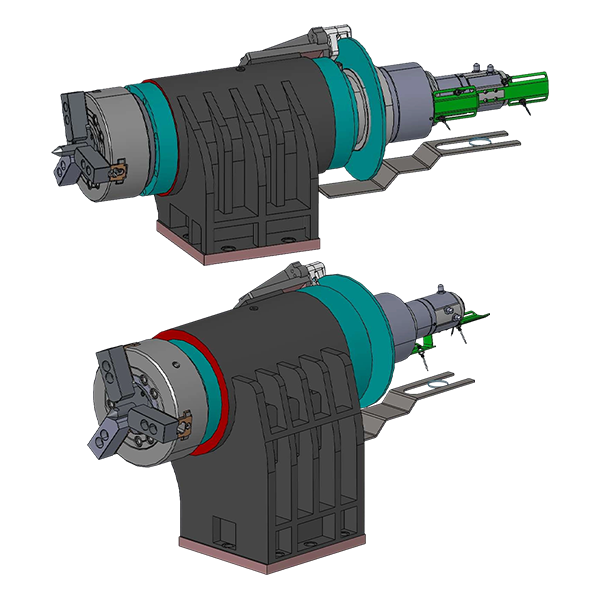 | Elektrische Spindel CKX750 |
| Mitte Ruhe dich aus | 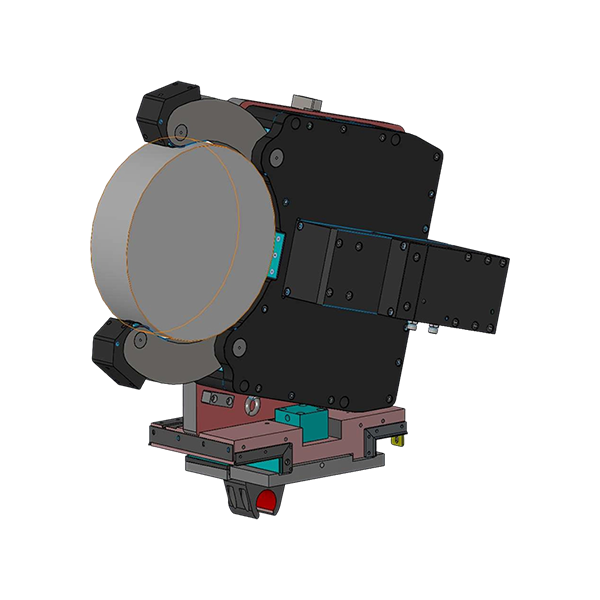 |


ÜBER UNS
Ausschließlich der Perfektionierung der Dreh-Fräs-Technologie gewidmet
Das 2015 gegründete Unternehmen agiert als integriertes Produktions- und Handelsunternehmen und kümmert sich um alles von Forschung und Entwicklung über Produktion bis hin zu Vertrieb und Service. Ausgestattet mit fortschrittlichen Bearbeitungsanlagen wie CNC-Portalbearbeitungszentren, Flächenschleifmaschinen und Führungsbahnschleifmaschinen führen wir während des gesamten Produktionsprozesses eine strenge Qualitätskontrolle durch – vom Guss und der Montage bis zum Verkauf fertiger Maschinen und dem Kundendienst. Unsere Werkzeugmaschinen sind weithin für ihr innovatives Design, ihre zuverlässige Leistung, ihre hohe Präzision, ihre hervorragende Wirtschaftlichkeit und ihren umfassenden Service bekannt.
-
0
 Etablieren Sie sich in
Etablieren Sie sich in
-
0+
 Baugebiet
Baugebiet
-
0+
 Mitarbeiter
Mitarbeiter
-
0+
 Exportland
Exportland

EHRENZERTIFIZIERUNG
ZERTIFIKAT





Achten Sie auf unsere neuesten Nachrichten und Ausstellungen
 Alle Nachrichten anzeigen
Alle Nachrichten anzeigen
Neuigkeiten und Einblicke
-
 Branchennachrichten
Branchennachrichten -
Branchennachrichten
-
Branchennachrichten
-
Branchennachrichten
BRANCHENWISSEN
Wenn Turn-Mill Composite tatsächlich „Lathe Mill“ schlägt
A effiziente Bearbeitungsmaschine für Dreh-Fräs-Verbundwerkstoffe zeigt seinen Vorteil, wenn ein Teil mehrere Bezugskonvertierungen erfordert (Drehen, Fräsen, Bohren, Gewindeschneiden, außermittige Merkmale, abgewinkelte Löcher) und die Toleranzkette eng ist. Wenn Sie ein Teil zwischen Maschinen bewegen, führt jedes erneute Spannen zu Fehlern und den „versteckten Kosten“ für Rüstzeit und In-Prozess-Prüfung.
- Teile mit koaxialen prismatischen Merkmalen: eine Klemmung Konzentrizität und wahre Position bleiben besser erhalten.
- Mittlere Chargen mit häufigem Wechsel: Weniger Vorrichtungen und weniger Versätze reduzieren die Nebenzeiten.
- Hochwertige Teile: Das Ausschussrisiko sinkt, wenn der Prozess in einem Steuerungssystem konsolidiert und überwacht wird.
In unserer eigenen Linie konzentrieren wir uns bei Forschung und Entwicklung sowie Prozessverbesserung auf eine Sache – die Dreh-Fräs-Verbundtechnologie –, damit die Iterationsgeschwindigkeit hoch bleibt und die Plattform besser wird ausgereifter mit geringeren Ausfallraten im Laufe der Zeit.
Datumsstrategie: So schützen Sie Konzentrizität und wahre Position
Bei einem Dreh-Fräs-Verbundwerkstoff ergibt sich der größte Genauigkeitsgewinn häufig aus der Bezugsplanung und nicht aus der Verfolgung von Spezifikationen im Mikrometerbereich. Das Ziel besteht darin, die Funktionsflächen über alle Vorgänge hinweg auf einen stabilen Bezugssatz zu beziehen.
Praktische Regeln, die den Toleranzaufbau reduzieren
- Drehen Sie zuerst den primären Positionierungsdurchmesser und die Fläche und fräsen Sie dann Merkmale, die diese Flächen referenzieren.
- Nutzen Sie die Antastfunktion, um nach dem Schruppen den Regelkreis zu schließen, bevor Sie kritische Muster fertigstellen.
- Vermeiden Sie ein erneutes Festklemmen, es sei denn, dies ist erforderlich. Stellen Sie bei Bedarf den Bezugspunkt mithilfe des spindelinternen Messtasters und spezieller Positionierungsfunktionen wieder her.
- Halten Sie die Werkzeugwege im Einklang mit Ihren Form- und Lagetoleranzen: Fertigen Sie die Oberflächen, die die Toleranz bestimmen, zuletzt fertig, um Verformungseffekte zu minimieren.
Ein häufiger Käuferfehler ist das „Spec-Shopping“ unter Missachtung der Datendisziplin. In der realen Produktion Datumskontinuität in einem Setup ist normalerweise der größere Hebel.
B-Achse vs. Festfräsen: Was Sie gewinnen, was Sie kontrollieren müssen
Das Hinzufügen einer B-Achse (oder einer gleichwertigen Mehrachsen-Fräsfunktion) erweitert den Funktionsumfang – abgewinkelte Flächen, zusammengesetzte Bohrungen, Freiformfräsen – ohne sekundäre Einstellungen. Der Nachteil besteht darin, dass Kalibrierung und Prozessdisziplin wichtiger sind.
| Fähigkeit | Passgenaue Anwendungen | Schlüsselkontrollpunkt |
|---|---|---|
| Festwinkelfräsen | Schlitze, Abflachungen, Lochkreise | Stabilität des Spindel-Werkstück-Versatzes |
| B-Achsen-/Mehrachsen-Fräsen | Schräge Löcher, Laufräder, komplexe Flächen | Kalibrierung der Drehachse Sondenüberprüfung |
Wenn es sich bei Ihren Teilen hauptsächlich um 2,5D-Fräsbearbeitungen auf gedrehtem Material handelt, benötigen Sie möglicherweise keine vollständige Mehrachsenbearbeitung. Wenn Sie dies jedoch tun, stellen Sie sicher, dass der Hersteller über eine bewährte Kalibrierungsmethode verfügt und Verifizierungsroutinen unterstützt – hier kann ein auf Forschung und Entwicklung ausgerichteter Hersteller das Kauferlebnis reibungsloser gestalten.
Spankontrolle: Der verborgene Faktor der Betriebszeit bei der Verbundwerkstoffbearbeitung
Beim Drehen-Fräsen von Verbundwerkstoffen entstehen gemischte Spanarten: lange Drehspäne, gebrochene Frässpäne und faserige Bohrspäne. Die Spanabfuhr hat keine kosmetische Bedeutung – sie wirkt sich auf die Oberflächengüte, die Werkzeuglebensdauer, Spindellastalarme und sogar auf den Achsenverschleiß aus, wenn die Späne zurückgeführt werden.
Was ist in den Prozess einzubeziehen?
- Verwenden Sie beim Drehen Spanbrechergeometrien. Erzwingen Sie den Spanbruch nicht durch Übervorschub, wenn dadurch die Oberfläche beeinträchtigt wird.
- Folgeoperationen, sodass bei schwerem Drehen empfindliche Fräsmerkmale nicht unter Spänen verborgen bleiben.
- Hochdruckkühlmittel sind am wertvollsten für Tiefbohren, Trennen und gummiartige Materialien.
- Achten Sie auf Späneansammlungen rund um den Gegenspindel-/Sekundärhaltebereich. Dies ist eine häufige Ursache für unerwartete Ausfallzeiten.
Fragen Sie bei der Bewertung von Maschinen nach dem Design und der Wartungsfreundlichkeit der Spanabfuhr. In echten Geschäften, Spanstabilität ist oft gleichbedeutend mit Produktionsstabilität .
Thermisches Verhalten: Warum „Morgens gut, nachmittags schlecht“ passiert
Verbundmaschinen konzentrieren mehrere Wärmequellen in einem Gehäuse: Hauptspindel, Frässpindel, Servos, Kugelumlaufspindeln und oft eine zweite Spindel. Wenn die Temperatur schwankt, verändern sich auch die Werkzeugmittelpunkte und das Spindelwachstum – was sich besonders bei langen Teilen oder tiefen Bohrungen bemerkbar macht.
Werkstatttaktiken zur Stabilisierung der Genauigkeit
- Aufwärmen mit repräsentativen Spindelgeschwindigkeiten und Achsbewegungen, nicht nur mit Leerlauf.
- Stellen Sie kritische Durchmesser/Bohrungen fertig, nachdem die Maschine einen stabilen thermischen Zustand erreicht hat.
- Kompensieren Sie mit der Abtastung: Messen Sie ein Referenzmerkmal und korrigieren Sie Versätze vor den letzten Durchgängen.
- Wenn Ihre Toleranz eng ist, standardisieren Sie die Kühlmitteltemperatur und halten Sie die Gehäusetüren während der Endbearbeitung geschlossen.
Das praktische Mitbringsel: Wiederholbarkeit ergibt sich aus der thermischen Konsistenz mehr als einmalige Geometrieprüfungen.
Werkzeugverwaltung: So verhindern Sie Kollisionen und reduzieren die Nebenzeiten
Da sich Dreh- und Fräswerkzeugsysteme den gleichen Arbeitsbereich teilen, ist die Werkzeugverwaltung sowohl ein Produktivitätshebel als auch eine Sicherheitsanforderung. Kollisionen entstehen häufig durch übersehene Werkzeuglängenänderungen, schlecht eingestellte Arbeitsversätze oder gemischte Koordinatenkonventionen zwischen Dreh- und Fräszyklen.
Prozesskontrollen, die es wert sind, standardisiert zu werden
- Pflegen Sie ein effiziente Bearbeitungsmaschine für Dreh-Fräs-Verbundwerkstoffe Bibliothek mit verifizierten Messlängen und Stickout-Grenzwerten; Sperren Sie Änderungen hinter Berechtigungen.
- Verwenden Sie nach Möglichkeit die Messung des Werkzeugvoreinstellgeräts in der Maschine, um Versatzabweichungen frühzeitig zu erkennen.
- Sichere Ebenen sowohl für Dreh- als auch für Fräsvorgänge standardisieren; Vermeiden Sie „benutzerdefinierte sichere Flugzeuge“ pro Programmierer.
- Führen Sie ein Trockenlaufprotokoll für neue Programme ein: reduzierter Vorschub, Einzelsatz und Fokus auf Kollisionsprüfung in der Nähe von Spannfutter/Backen.
Aus diesem Grund halten wir Ersatzteile und technischen Support für einen Maschinentyp bereit: schnelle Reaktion ist am sinnvollsten, wenn Sie versuchen, die Betriebszeit zu schützen.
Spannmöglichkeiten, die bei der Bearbeitung von Verbundwerkstoffen entscheidend sind
Bei Dreh-Fräs-Verbundwerkstoffen dienen Spannfutter und Backen nicht nur zum Halten – sie definieren den Bezugspunkt, beeinflussen die Rundheit und bestimmen, ob Übertragungsvorgänge stabil sind. Zu starkes Spannen kann dünnwandige Teile verformen; Unterspannung führt zu Mikroschlupf, der die Oberflächengüte und die Positionsgenauigkeit beeinträchtigt.
Häufige Szenarien und Best Practices
- Dünne Rohre/Ringe: Verwenden Sie weiche Backen, die mit der gleichen Spannkraft wie in der Produktion gebohrt werden. Beenden Sie kritische IDs, nachdem sich der Stress stabilisiert hat.
- Lange Wellen: Reitstock/Stütze oder Lünette verwenden; Priorisieren Sie die Vibrationskontrolle, bevor Sie die Geschwindigkeit erhöhen.
- Übertragung auf die Gegenspindel: Fügen Sie ein Positionierungsmerkmal (Pilot/Schulter) hinzu, sodass der zweite Griff eine bekannte Oberfläche referenziert.
- Fräsen mit hohem Drehmoment an gedrehtem Material: Backenverzahnung und Kontaktmuster überprüfen; Schlechter Kontakt ist eine stille Quelle des Geschwätzes.
Wenn Sie eine schnelle Bewertung wünschen: Verbessern Sie zuerst die Werkstückspannung und passen Sie dann die Parameter an – Änderungen an der Werkstückspannung können zum Erfolg führen sofortige Ertragsverbesserung .
ist spezialisiert auf
Forschung und Entwicklung, Herstellung und Vertriebsdienstleistungen im Bereich Werkzeugmaschinen
Industrie. Kundenspezifische CNC-Dreh- und Fräsmaschine und CNC-Dreh- und Fräszentrum für Verbundwerkstoffe.
Erfahrene Mitarbeiter und Experten stehen Ihnen jederzeit zur Verfügung
Professionelle Beratung und Lösung technischer Probleme.
Produkt
Warum wir
Nachrichtenredaktion
Urheberrecht © Xuancheng Huzheng Machinery Trading Co., Ltd. Rights Reserved.

